







光纤激光焊接机自动送料系统设计思路
来源:博特精密发布时间:2025-11-17 01:20:00
光纤激光焊接技术因其能量密度高、热影响区小、焊接精度高等优点,在精密制造、汽车、航空航天等领域得到广泛应用。然而,焊接质量的稳定性和生产效率的提升,不仅依赖于激光焊接设备本身的性能,更与送料系统的自动化水平密切相关。设计一套高效、稳定、智能的自动送料系统,是实现光纤激光焊接机高效运行的关键。

本文将从系统总体设计、核心模块、控制策略及智能化功能等方面,详细阐述光纤激光焊接机自动送料系统的设计思路。
一、系统总体设计思路
自动送料系统的设计目标是实现工件从存储、定位到输送的全流程自动化,确保焊接过程中物料连续、精准地送达焊接位置。系统应具备高可靠性、高精度、易维护和可扩展性。总体设计可分为硬件和软件两部分:
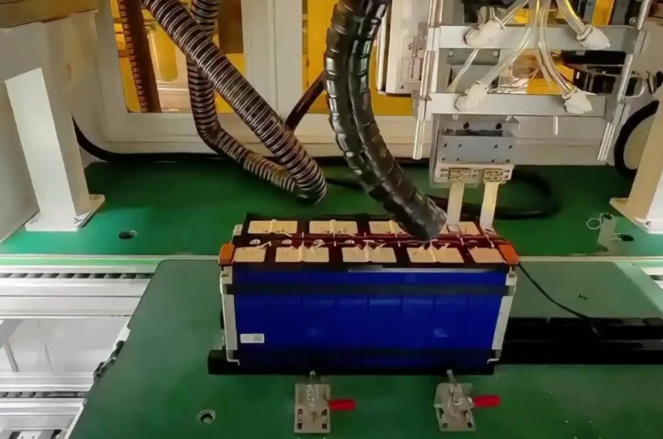
彩运网cy1231.硬件架构:包括物料存储模块、输送模块、定位夹紧模块、传感检测模块和主控单元。物料存储模块负责工件的存放和初步排序;输送模块(如传送带、机械臂或直线电机)将工件移至焊接工位;定位夹紧模块确保工件在焊接过程中位置固定;传感检测模块(如光电传感器、视觉系统)实时监测物料状态和位置;主控单元(如PLC或工业PC)协调各模块运行。
2.软件架构:基于嵌入式系统或工业控制软件,实现运动控制、逻辑判断、数据采集和人机交互。软件需支持模块化编程,便于功能扩展和故障诊断。
二、核心模块设计
1.物料存储与排序模块
设计振动盘或料仓结构,实现工件的自动排序和供给。振动盘通过电磁驱动产生定向振动,将杂乱工件有序排列并输出至输送线。料仓则适用于较大或易损工件,采用多层设计配合推杆机构,确保连续供料。关键点在于避免卡料和磨损,材料选择耐磨涂层,并加入反馈机制,如通过传感器检测料位,自动触发补料。
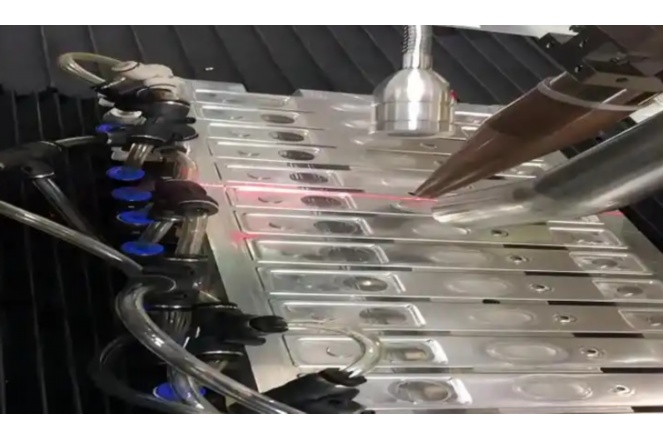
2.输送与定位模块
输送模块需根据工件特性选择:轻型工件可用传送带,重型或精密工件采用伺服电机驱动的直线模组或六轴机械臂。定位模块采用气动或电动夹具,配合定位销或视觉校正,确保工件在焊接时位置误差小于±0.1mm。设计时需考虑减震和精度补偿,例如加入弹性元件吸收振动,或通过闭环控制实时调整位置。
3.传感与检测模块
彩运网cy123集成多种传感器提升系统智能化水平:光电传感器检测工件有无;接近开关确认夹具状态;视觉系统(CCD相机)进行工件识别和位置校准,可纠正来料偏差。此外,激光测距传感器监控焊接头与工件的距离,防止碰撞。数据融合技术将多传感器信息整合,提高检测可靠性。
4.控制与执行模块

以PLC或运动控制器为核心,接收传感器信号,输出控制指令驱动电机、气缸等执行元件。采用PID算法实现速度与位置的精确控制。通信接口(如EtherCAT、PROFIBUS)确保与激光焊接机主机实时数据交换,实现同步操作。
三、控制策略与智能化功能
1.自适应控制策略
系统应具备自适应能力,通过机器学习算法分析历史数据,优化送料参数。例如,根据工件材质和焊接工艺自动调整输送速度,减少空载时间。当检测到异常(如缺料或位置偏移)时,系统可自主切换预案或报警。
2.人机交互与远程监控
设计触摸屏界面,实时显示送料状态、产量数据和故障信息。支持远程接入,通过物联网平台实现手机或PC端监控,便于运维人员及时干预。数据日志功能记录运行参数,为预测性维护提供依据。
3.安全与容错机制
设置急停按钮、光栅和安全继电器,确保人身和设备安全。软件层面加入互锁逻辑,防止误操作。例如,焊接过程中若夹具未闭合,系统自动暂停送料。冗余设计提升可靠性,如备用传感器在主传感器失效时接管工作。
四、系统集成与优化
自动送料系统需与光纤激光焊接机无缝集成。通过统一通信协议(如ModbusTCP),实现送料节奏与焊接参数的匹配。优化时,可采用仿真软件(如ANSYS或RoboDK)模拟运行流程,减少物理调试时间。此外,模块化设计便于后期升级,例如添加机器人单元扩展功能。
总结而言,光纤激光焊接机自动送料系统的设计应以高精度、高稳定性和智能化为核心,通过多模块协同和先进控制策略,提升整体焊接效率和质量。未来,随着人工智能和5G技术的应用,系统将进一步向无人化、柔性化方向发展。
FAQ(常见问题解答)
1.问:自动送料系统如何避免工件在输送过程中卡料或损坏?
彩运网cy123答:系统通过多措施防卡防损:首先,振动盘或料仓内壁采用耐磨材料并优化轨道设计,减少摩擦;其次,传感器实时监测物料流动,一旦检测到堵塞立即报警并暂停;最后,输送速度与加速度采用软启动控制,避免工件碰撞。定期维护和清洁也可预防此类问题。
彩运网cy1232.问:系统能否适应不同尺寸和形状的工件?
答:是的,系统设计注重柔性化。通过可调夹具和模块化程序,更换工件时仅需调整参数或更换少量部件(如定位块)。视觉系统可识别不同工件,并自动校正位置,实现快速换型,适合小批量多品种生产。
3.问:自动送料系统的定位精度如何保证?
答:定位精度依赖高精度执行元件和闭环控制。伺服电机与编码器配合,确保移动精度达±0.05mm;视觉系统进行二次校正,消除累积误差;夹具设计考虑公差补偿,同时软件算法实时调整位置,确保工件在焊接位误差小于要求值(如±0.1mm)。
4.问:系统与激光焊接机的同步如何实现?
彩运网cy123答:通过工业总线(如EtherCAT)或I/O信号实现实时通信。送料系统控制器与焊接机主机交换数据,例如送料完成信号触发焊接启动,焊接结束信号通知送料下一工件。参数可编程设置,确保节奏匹配,避免冲突或等待。
5.问:系统维护复杂吗?日常需要哪些维护?
彩运网cy123答:维护较为简便,日常主要包括:清洁传感器和轨道,检查气源和电路连接,润滑运动部件;每月校准一次视觉系统,备份参数。系统具备自诊断功能,可提示维护周期。模块化设计使部件更换快捷,降低停机时间。
推荐新闻
-
小型激光切割机行业应用案例
小型激光切割机作为一种高效、精密的加工工具,近年来在多个行业中得到了广泛应用。它利用高能量...
2025-10-06 -
在线流水线CCD视觉激光打标机:技术参数与选型指南
在工业自动化飞速发展的今天,在线流水线CCD视觉激光打标机已成为现代智能工厂不可或缺的加工设...
2025-10-09 -
指纹芯片硅晶圆热损伤:热影响区HAZ降低芯片电性能
彩运网cy123在智能设备日益普及的今天,指纹识别芯片作为核心的生物识别组件,广泛应用于手机、门禁、金融支...
2025-09-16 -
电子连接器行业CCD视觉打标精度提升方案
一根Pin针弯曲0.015mm,肉眼难辨,传统2D视觉系统也难以察觉,却导致整批连接器焊接不良,最终赔...
2025-09-23 -
火眼金睛:全面识别劣质激光切割机方法
激光切割机作为现代制造业的核心设备之一,其质量直接关系到生产效率、加工精度和长期使用成本。...
2025-10-06 -
小型激光切割机技术白皮书
本白皮书旨在阐述小型激光切割机的核心技术、设备构成、应用领域及未来发展趋势。随着数字化制造...
2025-10-06 -
激光切割机维护保养指南2026版
激光切割机作为高精密的现代化加工设备,其长期稳定运行和优异的切割质量,离不开科学、规范的维...
2025-10-06 -
激光切割安全操作实操手册
激光切割技术以其高精度、高效率广泛应用于金属加工、制造业等领域。然而,激光设备在操作过程中...
2025-10-06
